■QCの手法
QCとは、Quality Control(クオリティ・コントロール)の略で、品質管理のことを言います。
QCの手法の代表的なものに、QC七つ道具があります。QC七つ道具は定量的な分析を行うのに適しています。
■QC七つ道具とは
QC七つ道具とは、製造過程のデータを、グラフや図を使って見える化するツールのことを言います。
データを見える化することで、問題を定量的に評価して、品質の改善に役立てることができます。 それだけではなく、統計的な手法を用いることで、隠れた不良発生の予兆を見つけ出すことができ、不良を未然に防止することができます。
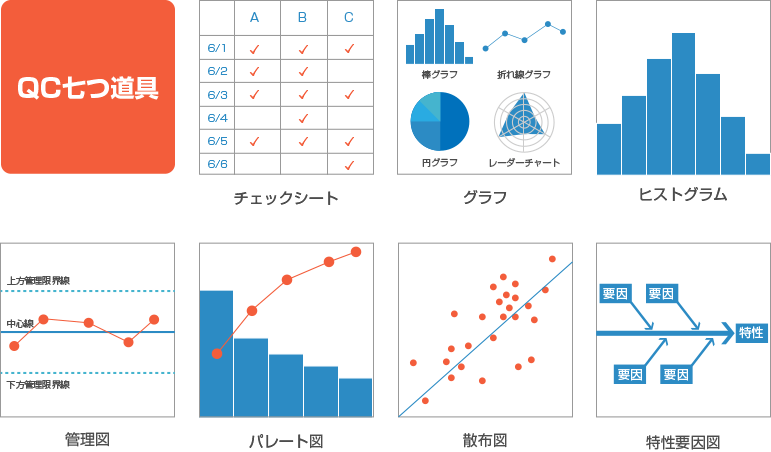
QC七つ道具
・チェックシート
・グラフ
・ヒストグラム
・管理図
・パレート図
・散布図
・特性要因図
・層別
□チェックシート

チェックシートは、現場のデータを簡単に収集できるように、項目を整理したリスト形式のシートです。
作業内容が確実に行われているかのチェックや、不具合品の発生件数などを簡単に記入できるようにし、現場のデータを収集します。
□グラフ

データをグラフ化し、見た目で比較しやすくします。
・棒グラフ
・折れ線グラフ
・円グラフ
・レーダーチャート
などが使われます。
□ヒストグラム

ヒストグラムは、データの分布状況を見える化するグラフです。
バラつきを持ったをヒストグラムに表すことにより、分布の幅や、分布の中心、分布型を把握することができます。
横軸に区間を分け、縦軸にデータの累積度数を柱状に取ります。
□管理図

管理図は、工程が安定して稼働しているかを確認するツールです。
横軸は時間、縦軸は、中心線(CL)、上方管理限界線(UCL)、下方管理限界線(LCL)を表す基準線を引き、測定された結果をプロットします。
管理限界は公差ではありません。 公差より厳しい基準で、工程の安定を確認するための限界値です。 通常は中心線 ±標準偏差の3倍(3σ)にします。
管理図により、偶然のバラつきと、偶然ではないバラつきを見分けることができます。
管理システム限界を超えたり、連続9回以上で中心線を上回(下回)れば、偶然のバラつきの可能性は、0.3%以下なので、偶然ではないなにかが発生していると考え、発生源対策を行い、常に工程が安定するようにします。
□パレート図

パレート図は、問題が起こっている項目を見える化して、改善方法や目標を決めるのに役立ちます。
問題が起こっている現象のデータを取り、現象の多い順に棒グラフで表した図と、累積曲線を表したツールです。
問題が多い項目が明らかになるので、改善効果の高い改善策を考えることができます。
□散布図

散布図は、2つの項目を縦軸、横軸にとり、データをプロットした図です。2つの項目の相関を見える化することができます。
相関は、必ずしも因果関係ではないことに注意してください。
□特性要因図

特性要因図は、特定の結果と要因の関係を系統的に表した図です。主に不良箇所が起こっている原因を突き止めるのに役立ちます。特性要因図は、ブレーンストーミングなど話し合いで、認識を共有するのに役立ちます。
□層別
層別は、データの取り扱いを、グループごとに分ける考え方です。
機会別、工場別、期間別、人員別、材料別などのグループに分け、データをグラフ化することで、問題が起こっている箇所の要因が見えやすくなります。
※層別をQC七つ道具に数えることがあります